
 En
En
Home / Balita / Blind Rivet Nuts: Ano Ang mga Ito, Paano I-install ang Mga Ito nang Tama, at Aling Uri ang Pipiliin




Inaanyayahan ka namin na makipag -ugnay sa amin, tumatag hindi lamang ang iyong maaasahang tagapagtustos, kundi pati na rin ang iyong kapareha sa negosyo.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Mar 25,2026
Blind rivet nuts — tinatawag ding rivnuts, threaded inserts, blind threaded inserts, o nutserts — ay thin-walled cylindrical fasteners na may panloob na thread na naka-install sa isang pre-drilled hole mula sa isang gilid lamang, nang walang anumang access sa likod na mukha ng materyal. Kapag na-install na, nagbibigay sila ng matibay, permanenteng may sinulid na punto ng koneksyon sa mga materyales na masyadong manipis para hawakan ang isang kapaki-pakinabang na sinulid sa kanilang sarili, mga materyales kung saan ang pag-tap ay hindi magbibigay ng sapat na lakas ng pull-out, o mga pagtitipon kung saan ang likod ng panel ay ganap na hindi naa-access pagkatapos ng katha.
Ang prinsipyo ng pag-install ay diretso ngunit mekanikal na eleganteng: ang rivnut ay ipinasok sa butas na may sinulid na katawan na nakausli sa naa-access na bahagi. Ang isang setting tool ay nagsasangkot sa panloob na sinulid at hinihila ang tangkay habang hawak ang flange, na nagiging sanhi ng hindi sinulid na likurang bahagi ng katawan na bumagsak at na-deform palabas sa isang umbok na nagsasapit sa magkabilang panig ng materyal sa pagitan ng umbok at ng flange. Ang resulta ay isang clinched, non-rotating threaded fastener na permanenteng naka-angkla sa butas. Ang naka-install na rivnut ay maaaring tumanggap ng isang karaniwang bolt o turnilyo mula sa naa-access na bahagi, na epektibong lumilikha ng isang nut sa isang lugar kung saan walang nut ang maaaring hawakan.
Ang halaga ng engineering ng blind rivet nuts ay pinaka-maliwanag sa paggawa ng sheet metal, kung saan ang manipis na bakal at aluminyo na mga panel ay nangangailangan ng secure na sinulid na koneksyon para sa mga takip, bracket, hawakan, at kagamitan na nakakabit nang walang welding nuts o gumagamit ng cage nuts na nangangailangan ng access sa magkabilang panig. Parehong mahalaga ang mga ito sa mga composite panel, hollow extrusions, plastic enclosure, at anumang istraktura kung saan ang kumbinasyon ng one-sided access at malakas na thread engagement ay mangangailangan ng muling pagdidisenyo. Ang isang mahusay na naka-install na blind rivet nut sa 2mm steel sheet ay maaaring magbigay ng mga pull-out load na 3,000–7,000 N at strip torque resistance na 4–25 N·m depende sa laki at materyal ng thread — performance na maaaring makamit ng mga welded nuts ngunit hindi maaaring lapitan ng conventional tapped thread sa manipis na sheet.
Ginagawa ang mga blind rivet nuts sa ilang mga head configuration at body profile na nakakaapekto sa kung paano umuupo ang naka-install na fastener sa ibabaw ng panel, kung gaano kalaki ang torque nito bago paikutin, at kung anong hanay ng kapal ng panel ang maaari nitong tanggapin. Ang pagpili ng tamang istilo ng katawan ay kasinghalaga ng pagpili ng tamang materyal at laki ng sinulid — gamit ang isang flat-head rivnut kung saan kinakailangan ang isang countersunk head, o isang makinis na istilo ng katawan kung saan ang isang knurled na katawan ay kinakailangan upang maiwasan ang pag-ikot, ay gumagawa ng isang pag-install na hindi nakakatugon sa kinakailangan sa disenyo kahit gaano pa ito katumpak na itinakda.
Ang flat head (tinatawag ding malaking flange o standard flange) ay ang pinakakaraniwang istilo ng rivnut head. Ang diameter ng flange ay mas malaki kaysa sa diameter ng butas, nakaupo na ipinagmamalaki ang ibabaw ng panel at nakasalungat dito upang ipamahagi ang pag-load ng clamping. Ang mga flat head rivnut ay ginagamit kung saan ang naka-install na fastener head ay hindi kailangang i-flush sa ibabaw — sa loob ng mga enclosure, sa mga structural bracket, at sa mga nakatagong mounting application. Ang malaking flange diameter ay nagbibigay ng magandang bearing area laban sa panel material, na mahalaga sa mas malambot na materyales tulad ng aluminum sheet at plastic kung saan ang isang maliit na flange ay maaaring humila sa butas sa ilalim ng matataas na bolt load.
Ang mga countersunk blind rivet nuts ay may angled flange na idinisenyo upang umupong flush sa ibabaw o ibaba ng panel surface kapag naka-install sa isang countersunk hole. Lumilikha ito ng ganap na flush surface pagkatapos ng pag-install, na mahalaga sa aerodynamic surface, sliding mechanism, decorative panel, at anumang assembly kung saan ang nakausli na fastener head ay magiging functional o aesthetically hindi katanggap-tanggap. Ang anggulo ng countersunk ay karaniwang 90° o 120°, na tumutugma sa mga karaniwang geometries ng countersink drill. Ang mga countersunk rivnuts ay nangangailangan ng karagdagang operasyon ng countersinking sa butas bago ang pag-install, pagdaragdag ng isang hakbang sa proseso, ngunit ang resultang flush installation ay kadalasan ang tanging katanggap-tanggap na solusyon para sa mga kinakailangan sa aplikasyon.
Ang mga reduced-head blind rivet nuts ay may mas maliit na diameter ng flange kaysa sa karaniwang mga flat-head na disenyo, na nagbibigay-daan sa pag-install sa mga lokasyon kung saan limitado ang espasyo sa pagitan ng butas at isang katabing feature — malapit sa mga gilid ng panel, malapit sa mga weld seams, o sa mga channel kung saan hindi akma ang isang buong laki ng flange. Ang pinababang lugar ng tindig ng mas maliit na flange ay nangangahulugan ng mas mababang pull-through na kapasidad ng pagkarga sa malambot na mga materyales, kaya ang mga variant ng pinababang ulo ay pinakaangkop sa mas mahirap na materyales tulad ng steel sheet kung saan ang flange bearing stress ay mas mababa kumpara sa lakas ng ani ng materyal. Gumagamit din ang ilang application ng knurled o hexagonal na panlabas na profile ng katawan kasabay ng mga pinababang ulo upang maiwasan ang pag-ikot sa ilalim ng torque, na nagbabayad para sa pinababang flange grip ng mas maliit na diameter.
Ang mga blind rivet nuts ay ginawa sa apat na pangunahing materyal na pamilya, bawat isa ay angkop sa iba't ibang kumbinasyon ng base material, mga exposure sa kapaligiran, at mga kinakailangan sa pagkarga. Ang pagpili ng materyal na rivnut ay dapat isaalang-alang hindi lamang para sa mga mekanikal na kinakailangan ng joint kundi pati na rin para sa galvanic compatibility sa parent material — ang pag-install ng steel rivnut sa aluminum panel sa isang marine environment ay lumilikha ng galvanic cell na sisira sa nakapalibot na aluminum sa loob ng ilang buwan.
| materyal | Lakas ng Pull-Out | Paglaban sa Kaagnasan | Mga Katugmang Materyal ng Magulang | Pinakamahusay na Application |
|---|---|---|---|---|
| Bakal (zinc plated) | Pinakamataas | Katamtaman (panloob/tuyo) | Bakal, bakal, matigas na plastik | Industrial enclosures, makinarya, sasakyan |
| Aluminum | Katamtaman | Mabuti (panlabas) | Aluminum sheet, manipis na mga composite | Aerospace panel, marine fitting, EV body |
| Hindi kinakalawang na asero (A2/A4) | Mataas | Magaling | Bakal, hindi kinakalawang, aluminyo (may isolator) | Marine, pagproseso ng pagkain, kagamitan sa labas |
| Brass | Katamtaman–High | Napakahusay | Mga plastik, PCB, non-ferrous na panel | Electronics enclosures, plumbing fixtures |
Ang mga bakal na rivnut na may zinc electroplating ay ang pinakamalawak na ginagamit at nag-aalok ng pinakamataas na absolute pull-out at torque value, na ginagawa itong default na pagpipilian para sa mga structural steel sheet application sa sheltered o dry indoor environment. Ang zinc plating ay nagbibigay ng katamtamang proteksyon sa kaagnasan na sapat para sa panloob na kagamitang pang-industriya ngunit hindi sapat para sa matagal na pagkakalantad sa labas o baybayin. Para sa mga panlabas na aplikasyon sa mga istrukturang bakal, ang mga hindi kinakalawang na asero na A2 (304) o A4 (316) rivnut ay nagbibigay ng kinakailangang corrosion resistance — A4 grade sa chloride-heavy marine environment, kung saan ang A2 ay nasa panganib ng crevice corrosion sa ilalim ng naka-install na flange.
Ang mga aluminum rivnuts sa aluminum parent material ay ang galvanically ideal na pagpipilian para sa aluminum structures at panels. Ang kanilang mas mababang lakas ng ani kumpara sa bakal ay nangangahulugan na sila ay gumagawa ng mas malambot na umbok sa pag-install, na maaaring maging kapaki-pakinabang sa manipis o marupok na mga materyales ng magulang kung saan ang puwersa ng pag-install ng isang rivnut ng bakal ay makakasira sa hole zone. Ang mga aluminum rivnuts ay hindi dapat gamitin kung saan ang clamping bolt ay isang high-strength steel fastener na naka-torque sa mga value na lumampas sa thread strip torque ng softer aluminum insert — sa mga ganitong kaso, kinakailangan ang steel o stainless steel rivnut, na may naaangkop na galvanic isolation measures para sa aluminum panel.
Available ang mga blind rivet nuts sa metric thread sizes mula M3 hanggang M16 at sa pinag-isang laki ng thread mula 6-32 UNC hanggang 3/8-16 UNC, na sumasaklaw sa buong hanay ng mga laki ng fastener na ginagamit sa light sheet metal sa pamamagitan ng medium structural applications. Ang hanay ng grip — ang hanay ng mga kapal ng parent na materyal na kayang tanggapin ng rivnut — ay kasinghalaga ng sukat ng sinulid, dahil ang isang rivnut na naka-install sa materyal sa labas ng hanay ng pagkakahawak nito ay maaaring hindi bubuo ng wastong umbok (masyadong makapal) o sobrang deform at mahati ang katawan (masyadong manipis).
Ang bawat modelo ng rivnut ay idinisenyo para sa isang partikular na hanay ng grip, karaniwang sumasaklaw sa 1.5–4mm ng pagkakaiba-iba ng kapal ng materyal sa loob ng isang numero ng bahagi. Ang isang rivnut na tinukoy para sa hanay ng grip na 0.5–3.0mm ay mai-install nang tama sa anumang sheet metal o panel sa loob ng hanay ng kapal na iyon, na bubuo ng isang pare-parehong umbok na nagbibigay ng full rated na clamping load. Ang pag-install ng 0.5–3.0mm grip range rivnut sa 4mm na materyal ay isang karaniwang error sa field na nagbubunga ng pag-install kung saan ang katawan ay hindi sapat na deformed upang mahawakan ang likod na mukha ng materyal — ang rivnut ay iikot o bubunutin sa ilalim ng napakababang load.
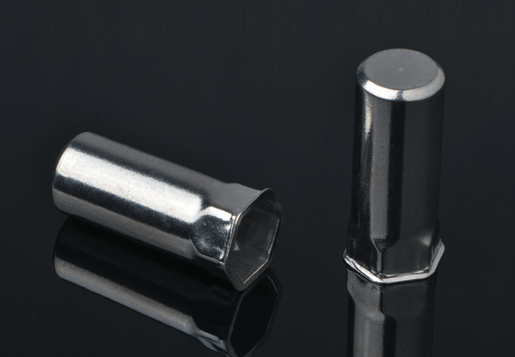
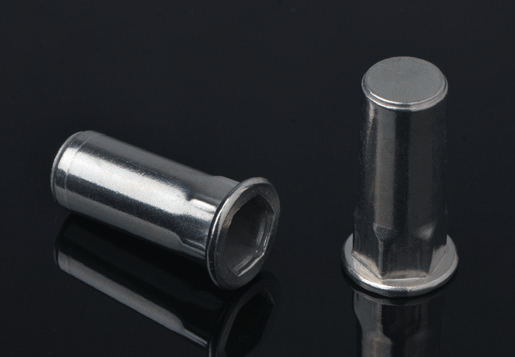
Ang mga karaniwang open-end na rivnut ay may through-threaded na katawan na nakabukas sa parehong dulo ng flange at sa nakausli (bulag) na dulo. Pinapayagan nito ang anumang haba ng bolt na dumaan sa naka-install na insert, ngunit nangangahulugan din na ang mga likido, gas, at mga contaminant ay maaaring dumaan sa katawan ng rivet nut sa magkabilang direksyon. Sa mga application na nangangailangan ng fluid o pressure sealing sa lokasyon ng fastener — mga naka-pressure na enclosure, kagamitan sa labas, mga panel na naglalaman ng likido — dapat tukuyin ang mga closed-end na rivnut na may selyadong blind end. Ang mga closed-end na disenyo ay may parehong panlabas na geometry at paraan ng pag-install gaya ng mga open-end na disenyo ngunit hinaharangan ang pagdaan ng fluid sa katawan ng insert, na pinapanatili ang integridad ng anumang gasket o sealant sa magkasanib na interface nang hindi nangangailangan ng karagdagang mga hakbang sa pag-seal sa butas ng fastener.
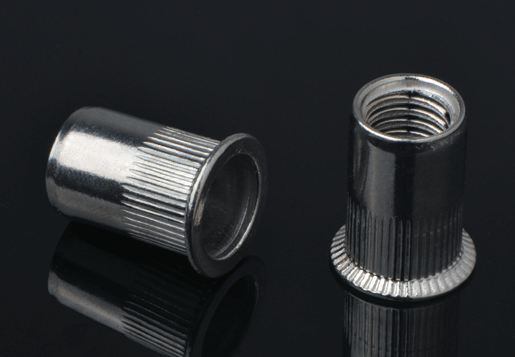
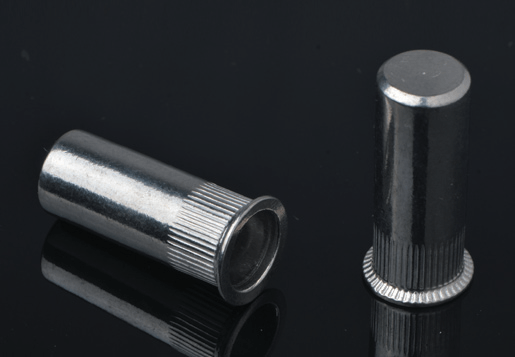
Ang karaniwang smooth-body blind rivet nuts ay umaasa sa friction sa pagitan ng deformed body bulge at ng panel material upang labanan ang pag-ikot kapag ang mating bolt ay hinihigpitan o inalis. Sa malambot na materyales — manipis na aluminyo, plastik, at composite panel — maaaring hindi sapat ang frictional resistance na ito, na nagiging sanhi ng pag-ikot ng rivnut sa butas sa halip na pahintulutan ang bolt na higpitan o alisin. Ang mga knurled-body rivnuts ay may mga longitudinal serrations o isang knurled pattern sa panlabas na ibabaw ng katawan na pumuputol sa butas na dingding sa panahon ng pag-install, na nagbibigay ng positibong mekanikal na anti-rotation lock na hindi nakasalalay sa clamping friction. Ang knurled rivnuts ay ang tamang detalye para sa anumang aplikasyon kung saan ang pangunahing materyal ay sapat na malambot upang payagan ang pag-ikot sa ilalim ng katamtamang torque, o kung saan ang bolt ay madalas na aalisin at muling i-install sa buong buhay ng produkto.

Ang tamang pag-install ng mga blind rivet nuts ay nangangailangan ng setting tool na maaaring maglapat ng tumpak na kumbinasyon ng pull force at stroke na kinakailangan upang mabuo ang umbok nang walang over-setting o under-setting sa katawan. Ang paggamit ng maling tool — o ang paggamit ng tamang tool nang hindi tama — ay ang nag-iisang pinakakaraniwang sanhi ng mahina o nabigong pag-install ng rivnut. Ang pagpili ng tool ay depende sa laki ng thread na ini-install, ang dami ng produksyon, at ang accessibility ng lokasyon ng pag-install.
Gumagamit ang mga tool ng manual na setting ng rivnut ng dalawang-handle na gunting o mekanismo ng pingga upang makabuo ng puwersa ng paghila sa mandrel thread, na bumubuo ng umbok sa pamamagitan ng mechanical leverage. Ang mga ito ay mura, hindi nangangailangan ng pinagmumulan ng kuryente, at angkop para sa paminsan-minsang paggamit o pagkukumpuni sa field sa maliliit na sukat ng thread — karaniwang M3 hanggang M8. Ang limitasyon ng mga manu-manong tool ay ang pagkapagod ng operator at hindi pagkakapare-pareho sa produksyon ng mataas na volume, kung saan ang puwersa ng pag-install ay nag-iiba sa pagitan ng mga operator at sa paglipas ng isang shift. Para sa M10 at mas malalaking sukat, ang lakas ng paghila na kinakailangan ay lumampas sa kung ano ang maaasahang mabuo ng karamihan sa mga operator gamit ang isang manu-manong tool, kaya kailangan ang mga tool na pneumatic o pinapagana ng baterya.
Ang mga pneumatic rivnut setting tool ay gumagamit ng naka-compress na hangin upang himukin ang isang piston na naglalapat ng kinakailangang pull force sa sinulid na mandrel, pagkatapos ay i-reverse upang bitawan ang mandrel at i-eject ang set insert. Naghahatid sila ng pare-parehong puwersa sa pag-install anuman ang pagod o pagkakaiba-iba ng operator, na ginagawa silang karaniwang pagpipilian para sa paggamit ng linya ng produksyon kung saan daan-daan o libu-libong rivnut ang naka-install bawat shift. Available ang mga pneumatic tool na may adjustable na pull force at stroke settings na maaaring i-calibrate para sa mga partikular na laki at materyales ng rivnut, na tinitiyak ang pare-parehong kalidad ng pag-install sa buong production run. Ginagamit ang mga hydraulic tool para sa pinakamalalaking sukat (M12–M16) kung saan ang pneumatic pressure lamang ay hindi sapat upang makabuo ng kinakailangang setting load na 15–25 kN.
Ang mga tool sa pag-install ng rivnut na pinapagana ng baterya ay lumago nang malaki sa market share dahil ang teknolohiya ng baterya ng lithium-ion ay gumawa ng mga cordless tool na sapat na makapangyarihan upang mag-install ng mga M8–M12 rivnut na may pare-parehong puwersa at walang dependency sa airline ng mga pneumatic tool. Ang mga cordless tool ay mainam para sa on-site installation work, field service operations, at production environment kung saan hindi available ang compressed air o kung saan mahalaga ang tool mobility. Ang mga nangungunang manufacturer kabilang ang Stanley Engineered Fastening (POP brand), Gesipa, at Böllhoff ay nag-aalok ng cordless rivnut tool na may torque at stroke settings na naa-adjust sa pamamagitan ng interface ng tool, na nagbibigay ng maihahambing na pagkakapare-pareho sa pag-install sa mga pneumatic na tool para sa mga laki sa loob ng kanilang kapasidad.
Ang wastong naka-install na blind rivet nut ay nangangailangan ng tumpak na pagpapatupad sa bawat hakbang — paghahanda ng butas, pag-verify ng pagpili ng rivnut, pag-calibrate ng tool sa pagtatakda, at pagsusuri pagkatapos ng pag-install. Ang mga shortcut sa anumang hakbang ay gumagawa ng mga joints na nabigo sa ibaba ng kanilang rated load capacity, at ang failure mode — umiikot sa butas o humihila sa ilalim ng load — ay madalas na hindi nakikita hanggang sa ang joint ay nasubok o nabigo sa serbisyo.
Lumilitaw ang mga blind rivet nuts sa isang napakalawak na hanay ng mga industriya at aplikasyon, na pinag-isa ng karaniwang kinakailangan para sa isang malakas na sinulid na koneksyon sa isang lokasyon kung saan isang bahagi lamang ng parent na materyal ang naa-access. Ang pag-unawa sa mga partikular na hinihingi ng bawat konteksto ng application ay nakakatulong sa pagpili ng tamang variant ng rivnut — materyal, istilo ng ulo, profile ng katawan, at laki ng thread — para sa maaasahang pagganap sa buhay ng serbisyo ng produkto.
Ang mga panel ng automotive body, door frame, instrument panel carrier, battery enclosure sa mga de-kuryenteng sasakyan, at trailer body ay gumagamit ng blind rivet nuts nang husto upang ikabit ang mga bracket, trim na piraso, cable management hardware, at mekanikal na bahagi sa manipis na sheet na metal na hindi maaaring i-welded pagkatapos ng pagpinta o na kailangang tanggapin at bitawan ang mga bahagi nang paulit-ulit sa buhay ng serbisyo ng sasakyan. Ang mga bakal at hindi kinakalawang na asero na rivnut sa mga laki ng M5–M10 ay pinaka-karaniwan sa mga application ng automotive body, na may mga aluminum rivnut na ginagamit sa mga istruktura ng sasakyan na may aluminum-intensive upang maiwasan ang mga isyu sa galvanic corrosion. Ang mataas na dami ng produksyon sa pagmamanupaktura ng sasakyan ay pinapaboran ang pneumatic at robotic setting na mga tool na naghahatid ng pare-parehong kalidad ng pag-install sa rate na daan-daang rivnut bawat oras.
Ang mga de-koryenteng cabinet, server rack, control panel, at electronic device housing ay gumagamit ng blind rivet nuts upang magbigay ng mga attachment point para sa DIN rails, cable tray bracket, component mounting plates, at hinged door sa manipis na steel o aluminum enclosure panel. Sa mga application na ito, ang rivnut ay madalas na nagsisilbing isang captive nut replacement — inaalis ang pangangailangan para sa isang hiwalay na maluwag na nut sa hindi naa-access na interior na mukha ng enclosure panel. Ang mga brass rivnuts ay mas gusto sa mga application na kinasasangkutan ng PCB mounting o sensitive electronics kung saan ang magnetic properties ng steel ay maaaring makagambala sa mga bahagi, at kung saan ang brass ay nagbibigay ng parehong corrosion resistance at mahusay na kalidad ng thread para sa fine-pitch screws na karaniwan sa electronics assembly.
Ang mga interior panel ng sasakyang panghimpapawid, avionics equipment bay, helicopter tail booms, at unmanned aerial vehicle (UAV) airframe ay gumagamit ng blind rivet nuts sa aluminum at stainless steel upang magbigay ng mga threaded attachment point sa thin-walled aluminum skin at composite panel kung saan ang riveting ay hindi magbibigay ng thread engagement at welding ay hindi praktikal o hindi katanggap-tanggap sa istruktura. Tinutukoy ng mga application ng Aerospace ang mga rivnut sa mga detalye ng NAS (National Aerospace Standard) o NASM, na may mas mahigpit na mga pagpapaubaya sa dimensional at mga kinakailangan sa pagsubok kaysa sa mga produktong pangkomersyal na catalog. Ang mga variant ng countersunk head ay pamantayan sa mga aerodynamic surface application upang mapanatili ang makinis na daloy ng hangin sa ibabaw ng panel.
Ang steel at aluminum tubular furniture frame, display shelving, partition system, at architectural cladding panel ay gumagamit ng blind rivet nuts para ikabit ang hardware, connecting brackets, leveling feet, at structural connectors sa hollow o thin-walled sections kung saan ang pag-thread ng parent material ay hindi sapat at ang welding ay hindi praktikal pagkatapos ng powder coating o anodizing. Ang kakayahang mag-install ng mga rivnut pagkatapos ng surface treatment ay isang makabuluhang kalamangan sa pagmamanupaktura — ang mga bahagi ay maaaring tapusin muna, pagkatapos ay nilagyan ng mga rivnuts nang hindi nasisira ang ibabaw, hindi tulad ng mga welded nuts na dapat i-install bago matapos at protektado sa panahon ng proseso ng coating.
Kahit na may tamang detalye ng produkto, nabigo ang pag-install ng blind rivet nut kapag hindi kinokontrol ang mga variable ng proseso. Ang mga sumusunod na problema ay tumutukoy sa karamihan ng mga pagkabigo sa larangan at pagtanggi sa kalidad ng produksyon, at bawat isa ay may malinaw na ugat na sanhi at hakbang sa pag-iwas.






")
")
")

Copyright © Ang matatag na Industrial Fasteners Co, Ltd. All Rights Reserved
